本記事では、樹脂加工における真空成形・圧空成形の最新動向と具体的な成功事例を分析し、品質向上事例とコスト削減方法をどのように両立しているのかを詳説します。
樹脂加工は、製品の軽量化や複雑形状の実現など、多様なニーズに対応できる一方、金型費やロット数、材料選定など多くの要素を考慮する必要があります。
さらに近年は環境配慮型素材やリサイクル技術が注目され、従来の成形プロセスを見直す企業も増加しています。
このような背景のもと、どのような施策を講じることで高品質な製品を維持しながらコスト削減を実現できるのか、具体的な成功事例分析を踏まえて解説いたします。
本記事をお読みいただくことで、真空成形・圧空成形を用いた樹脂加工に取り組む企業の皆様が、最適な方法を見出し、継続的な品質改善や長期的なコスト削減を達成するためのヒントを得られるでしょう。
また、初めて樹脂加工を検討される企業にとっても、効率的な設備投資や設計段階からの課題抽出に役立つ情報を提供し、今後の事業戦略へと活用していただけるようにすることを目的としています。
目次
樹脂加工の成功事例を分析する重要性

樹脂加工では、設計から量産に至るまで複数の工程が存在し、それぞれの段階で発生する課題やコストを適切に管理することが鍵となります。
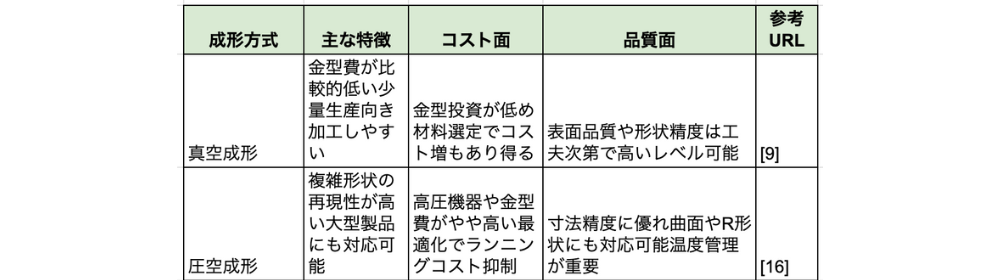
特に真空成形・圧空成形では、金型の設計や温度制御技術、成形材料の選定などが製品品質と直結し、同時にコストにも大きく影響を与えます。
成形材料の特性
また、成形材料の特性を深く理解し、それを活かした成形工法を構築するには、各種テストや試作による検証が不可欠です。
このようなプロセスから生まれた成功事例は、単なる事例紹介にとどまらず、先行企業が培ってきたノウハウやデータの集積といえます。
そのため、同業他社の経験や学術機関との共同開発成果を分析し、要点を抽出して自社の工程管理に取り入れることが、樹脂加工の品質向上とコスト削減を両立させる近道になるのです。
樹脂加工の品質向上事例とポイント
樹脂加工は金属加工と比べ、軽量化や複雑形状への適応がしやすい利点がある一方、素材によっては変形や収縮などの品質リスクが生じることがあります。
品質向上事例におきましては、加工時の温度管理と真空圧・加圧の均一性が重視され、さらに成形後の検査方法やトリミング技術が最終製品の出来栄えを大きく左右します。
高精度ヒーターを導入して温度制御を安定させる事例では、不良率を大幅に低減しつつ材料特性を最大限に引き出すことに成功しています。
CAEシミュレーション
CAEシミュレーションを活用することで、試作段階から変形や反りなどの問題を予測し、樹脂流動を最適化する設計も可能です。
さらに、外観検査にAIを活用する手法も品質向上事例として注目されており、人為的な見逃しを最小限に抑えながら検査コストを削減できます。
こうした品質向上事例を自社の工程に当てはめることで、高付加価値かつ安定した製品の提供が実現するでしょう。
樹脂加工のコスト削減方法とメリット
樹脂加工のコスト削減方法としては、金型費の圧縮、材料費の削減、生産リードタイムの短縮など、複数の視点があります。
特に射出成形から真空成形への移行は、大幅な金型費の削減につながる成功事例として、多くの企業で報告されています。
材料着色による塗装工程
材料着色による塗装工程の省略や、同一金型で複数形状を同時成形する多面取り技術なども、工程時間を短縮しながら生産性を高める手法として有効です。
こうした削減策は単なるコスト低減だけでなく、工程数の削減による品質リスクの低減や、人件費の適正化にも寄与します。
さらに、再生素材やバイオマス素材などの循環型材料を活用することで、環境配慮とコスト最適化を両立させる事例も増えています。
結果として、コスト削減は企業の収益力向上だけでなく、SDGsを意識した持続可能な経営にも大きく貢献するのです。
事例1:東京パック株式会社の厚物成形技術
引用元:東京パック株式会社HP