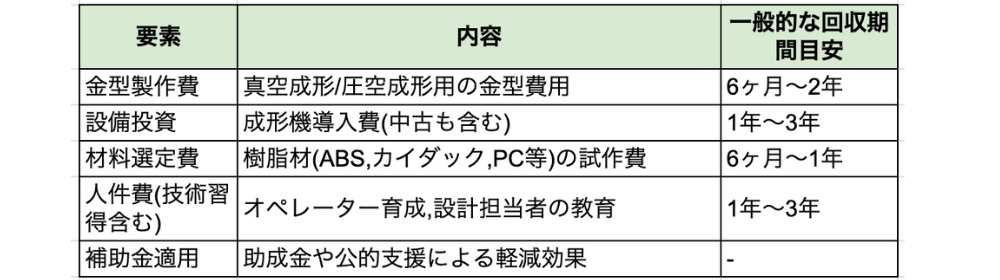
樹脂加工導入成功事例3選|初期コストを回収した企業の秘訣 2025 7/16 コラム 2025年7月14日2025年7月16日 引用元:株式会社トーコー 樹脂加工技術の導入を検討する企業が増えるなか、真空成形や圧空成形などのシート成形技術は初期投資を抑えながらも多様な製品デザインや多品種少量生産に柔軟に対応できる手法として注目されています。しかし、実際に導入するときには設備導入費や設計変更に伴うコストなど、どのように初期コストを回収していくのかが重要な課題になります。本記事では、樹脂加工を導入し、短期間で初期コストを回収した3つの企業事例を徹底分析し、それぞれが成功を収めたポイントと具体的な回収法を明らかにします。技術革新によりリードタイムを大幅に短縮した例から、多品種少量生産を効率化した例まで、多角的に学べる事例を通じ、貴社の製造現場でも活用できるヒントを得ていただければ幸いです。 目次 樹脂加工導入が注目される背景 樹脂加工技術は、金属加工から樹脂素材への転換が加速する近年の製造業界で、その重要性を増しています。特に、樹脂加工のなかでも真空成形や圧空成形は、射出成形に比べて金型コストや設備導入費を抑えられることから、多品種少量生産のニーズが高まる現場にフィットします。多様な形状に対応可能な上、製品の軽量化やデザイン性の向上が期待できるため、自動車、航空機、半導体製造装置など幅広い業界で積極的に導入が進んでいます。 製造ラインの効率化や作業者の負荷軽減、さらにはリードタイムの短縮といった効果も得やすく、結果として初期コストの早期回収を狙いやすい点が特徴的です。一方で、真空成形と圧空成形のどちらを選択するか、あるいは両方を使い分けるかといった導入時の判断や設計段階でのノウハウ蓄積は容易ではありません。そこで、実際に樹脂加工導入で大きな成果を上げている企業の成功事例を参考にすることが、多角的な視点を得る近道となります。 初期コスト回収を左右する導入成功のポイント 投資効果を高めるための事前分析が重要 樹脂加工の導入成功には、初期コストとランニングコストのバランスを見極めるための詳細な事前分析が欠かせません。特にシート成形用の金型費用は、射出成形に比べると安価ではありますが、製品の形状やサイズ、材質によっては予想以上のコストが必要になる場合もあります。こうした要素を踏まえ、ROI(投資収益率)の算出と回収期間の試算を綿密に行うことが大切です。 参考情報によれば、樹脂加工導入によるコスト削減効果は生産効率の向上や材料費の削減、在庫コストの抑制など多岐にわたります。真空成形では、薄いシート素材を使うことで材料ロスを抑えられ、圧空成形ではデザイン性を保持しつつ金型の改良回数を減らすことが可能です。こうした要因を数値化することで、初期コストをどの程度の期間で回収可能か明確に示せるようになります。 多品種少量生産ニーズとの親和性 現代の市場は製品ライフサイクルの短縮化が進んでおり、多品種少量生産の重要性がますます高まっています。樹脂加工は金属加工よりも金型製作のハードルが低い傾向があるため、設計変更や試作品の製作にも柔軟に対応可能です。とりわけ、圧空成形のように深絞りや複雑形状にも対応できる技術を活用すれば、企業は製品の付加価値を高めつつタイムリーに市場投入できるメリットが得られます。 多品種少量生産では在庫を大量に持たず、需要に応じて迅速に切り替え生産を行うことが理想とされます。その意味で、樹脂加工は今後も需要を伸ばす技術として期待されています。では、実際に樹脂加工を導入し、導入成功を収めた企業事例を見ていきましょう。 事例1: 株式会社トーコーの真空圧空成形機による短期投資回収 引用元:株式会社トーコー 会社名株式会社トーコー所在地〒769-2693 香川県東かがわ市横内6891-1電話番号0879-25-4125公式サイトURLhttps://www.k-toko.com/ </noscript><iframe data-src="https://www.google.com/maps/embed?pb=!1m18!1m12!1m3!1d3297.69817267897!2d134.32222647601787!3d34.25624457308076!2m3!1f0!2f0!3f0!3m2!1i1024!2i768!4f13.1!3m3!1m2!1s0x35539c780e3a4401%3A0xbb134cc510edac30!2zKOagqinjg4jjg7zjgrPjg7w!5e0!3m2!1sja!2sjp!4v1749521131075!5m2!1sja!2sjp" width="600" height="450" style="border:0;" allowfullscreen="" loading="lazy" referrerpolicy="no-referrer-when-downgrade" class="lazyload" > 高応答性ヒーターの技術革新 株式会社トーコーでは、真空圧空方式の成形を効率化するために高応答性ヒーターを開発しました。このヒーターは昇温時間を従来の7分の1以上に短縮し、降温時間も10分の1まで短縮できるのが特徴です。従来の成形現場では、シートを十分に加熱するのに時間がかかり、生産性の低下とエネルギーコストの増大が課題となっていました。 しかし、高応答性ヒーターの導入により、成形時間の大幅短縮が実現し、1日の生産量が大きく向上しただけでなく、エネルギーコストの削減も達成。また、シート面の温度制御精度を±1.4℃まで高めることに成功し、品質面でも飛躍的な向上を果たしています。 こうした技術革新に積極的に投資する姿勢が、同社の短期的な投資回収の大きな要因となりました。 売上増加を後押しした温度制御システム 同社は高応答性ヒーター以外にも、温度制御システムを大幅に改良することで熟練技術者の勘や経験に依存しない成形条件の自動最適化を実現。従来は職人的ノウハウでしか得られなかった最適加熱条件を、データベース化と統計的分析によって体系化し、あらゆる形状に対して安定した品質を担保できるようになりました。 さらに、カーブ形状の加熱板と上下可動制御システムを組み合わせることで、材料のドローダウン現象による不良率を抑制。これらの技術的進歩は、自動車内装材を中心とした多様な業界からの受注拡大につながり、結果として初期コストの早期回収を実現する売上増加に寄与しています。 事例2: 植木プラスチック株式会社の多品種少量生産戦略 引用元:植木プラスチック株式会社 会社名植木プラスチック株式会社所在地〒373-0847 群馬県 太田市西新町8-7電話番号0276-31-3116公式サイトURLhttps://www.uepura.com/ </noscript><iframe data-src="https://www.google.com/maps/embed?pb=!1m18!1m12!1m3!1d3216.5576356780402!2d139.33987147609977!3d36.274517272401646!2m3!1f0!2f0!3f0!3m2!1i1024!2i768!4f13.1!3m3!1m2!1s0x601ee4493fa30425%3A0x8dbaa7e9913df85d!2z5qSN5pyo44OX44Op44K544OB44OD44Kv!5e0!3m2!1sja!2sjp!4v1744228864126!5m2!1sja!2sjp" width="600" height="450" style="border:0;" allowfullscreen="" loading="lazy" referrerpolicy="no-referrer-when-downgrade" class="lazyload" > 圧空成形技術で実現するコスト削減 植木プラスチック株式会社は、シート成形のなかでも圧空成形技術に特化し、大型製品から深絞り形状まで幅広く対応できる体制を整えています。圧空成形は金型の改修が比較的容易で、射出成形に匹敵する表面精度を実現できることから、多品種少量生産向きの技術として評価されています。 同社では、形状設計の工夫により、材料の厚みが薄くても曲面などの複雑形状をきれいに成形できるノウハウを蓄積。また、カイダック材に代表されるさまざまな樹脂材料を活用することで、塗装工程を省き、初期コストとランニングコストを最小化する戦略を打ち出しています。こうした細かなコスト最適化が、導入に踏み切る企業の背中を押す要因となり、導入成功の大きなポイントとなりました。 幅広い業界への対応力 同社の納入実績を見ると、航空機内装カバー、電子機器カバー、農機カバー、半導体輸送トレーなど多岐にわたります。これだけ幅広い製品に対応できるのは、圧空成形の柔軟性を活かしつつも、設計段階から顧客のニーズに合わせて提案力を発揮する体制があるからです。デザイン性が重視される機器カバーでは、最小Rを小さく設定し、シャープなラインを確保する一方、耐久性が求められる機器カバーでは厚みを持たせ、複雑なリブ構造を形成するなどの対応を行っています。 この多様な対応力により、従来は金属板金を用いていた装置カバーの樹脂化が進み、製造工程の効率化と軽量化が一挙に進んだ例が多数報告されています。結果的に、設備費と生産時間の削減につながり、導入企業が初期コストを回収するスピードも速くなる傾向にあるのです。 事例3: 東京パック株式会社の課題解決型アプローチ 引用元:東京パック株式会社 会社名東京パック株式会社所在地〒121-0824 東京都足立区西伊興1-18-4電話番号03-3899-8201公式サイトURLhttps://www.tokyopack.co.jp/ </noscript><iframe data-src="https://www.google.com/maps/embed?pb=!1m18!1m12!1m3!1d6306558.504492898!2d135.43894911627183!3d39.48346265068865!2m3!1f0!2f0!3f0!3m2!1i1024!2i768!4f13.1!3m3!1m2!1s0x60189229a77acc6d%3A0x1e82782a74b58540!2z5p2x5Lqs44OR44OD44Kv44ix!5e0!3m2!1sja!2sjp!4v1749441602595!5m2!1sja!2sjp" width="600" height="450" style="border:0;" allowfullscreen="" loading="lazy" referrerpolicy="no-referrer-when-downgrade" class="lazyload" > 独自技術による大型成形と品質安定化 東京パック株式会社では、真空成形技術をベースに大型トレーやカバー類を成形する技術を高度化してきました。同社の特徴は、反りの発生を抑える独自技術を確立しており、長期使用でも変形しにくい製品を供給できる点にあります。さらに、圧縮空気を活用したシート密着技術により、細部まで金型形状を忠実に再現し、シャープなエッジや滑らかな曲面を実現していることも品質面で大きな強みです。 顧客側から見れば、成形不良や反りによる再加工コストが抑えられるため、結果的に初期コスト全体の回収が早まる効果が期待できます。課題解決を重視したアプローチは、導入企業が自社製品の品質強化や不具合減少といった成果を得られやすく、追加投資の判断もスムーズになります。 環境配慮素材への対応で新市場開拓 東京パック株式会社のもう一つの特長は、バイオマス材や紙含有材料など、環境配慮型の素材にも積極的に対応していることです。バイオマス樹脂や紙を混ぜ込んだ特殊な材料は成形が難しい場合が多いですが、同社では独自のヒンジ設計やトリミング技術を開発し、大ロット生産を実現。環境負荷軽減のニーズが高まる昨今、新たな市場を開拓して受注を増やすことで、初期投資を効率的に回収している点が注目されます。 環境対応に取り組むことで、行政からの補助金や助成を得られるケースもあり、費用面のリスクを下げる好循環が生まれています。こうした導入成功には、時代のニーズを読み取る先見性や技術開発力が密接に関わっているのです。 実際、軽量かつ高剛性な製品の需要は伸び続けており、世界的に見てもCFRTP市場は拡大傾向にあります。そのため、同社の技術を採用することで、初期コストこそかかるものの、早期の投資回収と長期的な競争優位確立の両立が期待できるでしょう。 成功事例から見る導入成功のポイント分析 4つの企業事例を見渡すと、以下の共通ポイントが導入成功を支えています。 技術開発への積極投資: 独自技術や新素材への挑戦により、差別化を図ると同時に生産性を高め、売上増とコスト削減を両立。 課題解決型アプローチ: 顧客の要望や市場のニーズを具体的に捉え、形状設計や素材選定でソリューションを提供する姿勢。 外部連携の活用: 大学や公的機関との協力で研究開発を効率化し、補助金や助成金を得ることで初期投資のリスクを軽減。 多品種少量生産への対応力: 設計変更や形状バリエーションに柔軟に応えられる技術を確立し、幅広い業界から受注を獲得。 こうした要素を的確に取り入れることで、導入企業は初期コストを短期で回収し、長期的な事業成長につなげやすくなります。 樹脂加工導入成功に向けた初期コスト回収法 導入にあたって最も気になるのが、初期コストの回収法です。射出成形や金属加工から切り替える場合には金型や設備の見直しが必要になるため、導入費用がかさんでしまうこともあるでしょう。しかし、下記のようなポイントを押さえることで、回収期間を短縮することが可能です。 1. 補助金・助成金の活用 公的機関の補助金や助成金を活用すれば、設備投資や研究開発費の一部を負担してもらえる可能性があります。特に中小企業向けの施策が多く、技術革新や環境対応に資するプロジェクトであれば採択率も高くなる傾向があります。 2. ロット生産と在庫管理の最適化 多品種少量生産であっても、製品群の需要時期を分析し、ロット生産のタイミングを最適化することで在庫コストを削減。圧空成形や真空成形は段取り替えが比較的容易なため、効率的なロット管理が可能となり、初期コストの早期回収に寄与します。 3. 他社連携による共同開発 必要に応じて産学官連携だけでなく、サプライチェーン上の他社と共同開発を行うことで、金型費用を分担したり、製品改良のノウハウを共有できる可能性があります。結果として、初期投資を抑えながら高付加価値な製品を市場に投入でき、効率よく収益を拡大できます。 多品種少量生産の需要と樹脂加工業者選び 多品種少量生産の需要が増加する背景には、消費者ニーズの多様化や製品のライフサイクル短期化が挙げられます。これに対応するためには、柔軟な生産体制を構築できる樹脂加工業者との連携が欠かせません。なかでも導入成功を後押しする業者は、以下のような特徴を持っています。 開発段階からの提案力: 製品設計段階で、形状や材料選定を踏まえたコスト試算を提示できる。 設備と人材の充実度: 真空成形機・圧空成形機ともに複数台保有し、短納期にも対応できる。 品質管理体制: 不良率を下げる取り組みや検査工程が整備され、導入企業側のリスクを軽減する。 数ある業者の中から、これらの観点で強みを持つ会社を選択することが、初期コスト回収法の成否を大きく左右するといえます。 優良業者選定のためのチェックリスト 以下のチェックリストを用いて、樹脂加工業者の選定を行うとスムーズでしょう。 1. 設計支援の有無 製品の3D設計やCADデータの提供を受けられるか 初期段階で金型・材料の最適化案を提示してくれるか 2. 量産実績と納期対応力 過去に類似製品の量産実績があるか 毎月の生産キャパシティと段取り替えの早さはどの程度か 3. 品質保証と検査体制 不良率を管理する仕組みや解析ツールを備えているか 計測機器や品質管理体制が整備されているか 4. コスト見積もりの透明性 金型費、単価、ランニングコストなどが明確か 見積もりの算出根拠や内訳を丁寧に説明してもらえるか このようなポイントをあらかじめ確認しておくことで、業者とのトラブルを未然に防ぎ、スムーズな初期コスト回収へとつなげやすくなります。 設計段階からの業者との連携がもたらすメリット 樹脂加工導入で大きなメリットを得るためには、設計段階から業者と連携して進めることが重要です。これにより、後戻りの修正が減り、余計な金型改修コストを抑えられます。 材料選定の最適化: 必要強度や耐久性を満たしながら、加工性の高い素材を提案してもらえる。 製品形状の合理化: 成形時にシワや反りが発生しにくい形状設計やリブ構造の配置などを、初期の段階で検討可能。 生産スケジュールの短縮: 設計と金型製作、試作、量産といったフローを並行して進めやすい。 特に多品種少量生産の場合、設計変更や追加仕様が発生しやすいため、業者との密なコミュニケーションが初期コストの回収を早めるカギになります。 【参考表】初期コストと投資回収の目安 以下に、樹脂加工導入時に考慮される初期コスト要素と、一般的な回収期間の目安を簡易的にまとめます。 引用元:(ロボットのROI、投資回収期間を計算する方法)※上記はあくまで一般例です。製品内容や生産数、素材、業者の規模などで大きく変動します。 圧空成形と真空成形を最大限活かすための注意点 製品形状と材料特性のマッチング 真空成形は比較的薄いシート材の成形が得意で、シンプルな形状や中~大型カバーに適しています。一方、圧空成形は深絞りやシャープな立ち上がり形状が可能で、金型とシートを圧縮空気で密着させるため、意匠性の高い部品にも活用できます。製品の最終用途や強度要件に合わせて、両者の特徴を使い分けることで、無理なくコスト削減と品質向上を両立させられます。 工程ごとの品質管理 圧空成形、真空成形ともに加熱温度や成形時間、冷却条件の管理が重要です。温度制御が不十分だとシワや変形、表面のムラが生じ、歩留まりの低下につながります。事例1のトーコーのように、加熱工程の最適化や自動化システムを導入することで、短時間での安定生産を実現しやすくなります。 今後の市場動向と樹脂加工技術の展望 世界的に見ても、軽量化や多品種少量生産のニーズは一層高まると予想されます。自動車や航空宇宙分野では、環境規制や燃費向上のために金属部品を樹脂化する動きが活発化し、医療機器や精密機器分野でも殺菌や清潔性の観点から樹脂素材の採用が増えるでしょう。 同時に、3Dプリンター金型の進歩や産学官連携による材料開発が進めば、これまで成形が難しかった高機能材料をコストを抑えて加工できる可能性がさらに広がります。日本国内の製造業は多品種少量生産体制への移行が不可避とされるなか、樹脂加工はその流れを支える重要技術としてより一層普及していくものと考えられます。 真空成形・圧空成形のおすすめ会社2選 真空成形は金型コストが比較的低く、試作から量産までスピーディーに移行できる加工法です。 とはいえ、「どの会社へ依頼すれば納期・品質・コストのバランスが取れるのか」が悩みどころです。そこで今回は、全国対応で評価の高い2社を厳選しました。 第一プラスチック株式会社 引用元:第一プラスチック公式HP 会社名第一プラスチック株式会社所在地〒581-0043大阪府八尾市空港1-133電話番号072-949-6686公式サイトURLhttps://www.daiichiplastic.co.jp/ </noscript><iframe data-src="https://www.google.com/maps/embed?pb=!1m18!1m12!1m3!1d3284.12333728928!2d135.59768387603145!3d34.60104257295536!2m3!1f0!2f0!3f0!3m2!1i1024!2i768!4f13.1!3m3!1m2!1s0x60012762142faab5%3A0x41856f0e4f86e51e!2z56ys5LiA44OX44Op44K544OB44OD44Kv5qCq5byP5Lya56S-!5e0!3m2!1sja!2sjp!4v1744227489637!5m2!1sja!2sjp" width="600" height="450" style="border:0;" allowfullscreen="" loading="lazy" referrerpolicy="no-referrer-when-downgrade" class="lazyload" > 第一プラスチック株式会社は1968年の創業以来、真空成形・圧空成形のスペシャリストとして技術を磨き続けてきた企業です。大阪府八尾市に本社・基幹工場を構え、近年は新工場を増設。開発センターを併設し、年間数千件規模の試作から量産まで対応できる生産体制を整備しています。 大型成形への強み―1500×2000mmクラスを高精度で量産 同社の大きな特徴は、大型シートの厚物成形に特化した自社設備です。1500×2000mmクラスの真空成形機と高度な温度制御技術により、 自動車内装パネル 産業機械カバー 景観サイン・大型筐体 といった大判・深絞り形状でも、高精度な仕上がりを実現しています。 また、NCトリミング機を8台保有し、曲面切削・開口加工・精密測定まで自社完結。外注工程を減らすことで、コスト変動や品質バラつきを抑えた安定供給を実現しています。 多彩な加工バリエーションで幅広い業界ニーズに対応 第一プラスチックは、真空成形を中心に多様な付加価値加工を組み合わせることが可能です。 フィルムインサート成形:意匠フィルムを封入した高級感のある外観仕上げ プラグアシスト成形:深絞り時の肉厚ムラを抑える医療・精密筐体向け技術 豊富な材料選定:PET、PC、ABS、PMMAなど数十種の樹脂に対応 さらに難燃材や機能性フィルムの評価設備も整えており、素材検討段階から企業の研究開発をサポートできる点も同社の強みです。 設計から量産までを一貫対応 ― 最短2週間の試作実績も 同社のワンストップ体制は、設計工程からすでに始まっています。 3D CAD/CAE解析による成形シミュレーション 金型仕様の最適化と短納期設計 社内金型工場で高速加工(アルミ・鋳物・樹脂型に対応) 最短では初回サンプルを2週間で提出した例もあり、開発スピードを求めるメーカーから高く評価されています。 品質保証とトレーサビリティを確保する量産体制 量産工程では、生産指示のバーコード管理と全数検査により、安定した品質とトレーサビリティを両立。顧客監査への対応実績も多く、サプライチェーン全体での品質要求に応えられる体制を構築しています。 完成品は関西のみならず東北・関東・九州へも定温配送可能で、医療系案件にはクリーンパッキング・除塵工程も対応しています。 スピーディな技術相談で開発期間短縮に貢献 オンライン相談に対応しており、3Dデータを共有しながらその場で加工可否やコスト、量産スケジュールを提示できます。開発スピードを重視する企業には大きなメリットで、短納期プロジェクトにも多く採用されています。 第一プラスチックについてもっと詳しく知りたい方は、こちらも併せてご覧ください。 【大型真空成形】がウリの第一プラスチック株式会社 一貫製造の実力は本当か評判・口コミで調査 さらに詳しい情報は公式ホームページでも確認できます。ぜひご確認ください。 第一プラスチックへお問い合わせはこちら 株式会社荒木製作所 引用元:荒木製作所公式HP 会社名株式会社荒木製作所所在地〒573-1132大阪府枚方市招提田近2-2-3電話番号072-867-1721公式サイトURLhttp://www.araki-mfg.com/ </noscript><iframe data-src="https://www.google.com/maps/embed?pb=!1m18!1m12!1m3!1d5444.993580264994!2d135.6882887008861!3d34.84341390438696!2m3!1f0!2f0!3f0!3m2!1i1024!2i768!4f13.1!3m3!1m2!1s0x60011b757ead319d%3A0xe27df5f96f0935b9!2z6I2S5pyo6KO95L2c5omAIOacrOekvi_mnKznpL7lt6XloLQ!5e0!3m2!1sja!2sjp!4v1748156152680!5m2!1sja!2sjp" width="600" height="450" style="border:0;" allowfullscreen="" loading="lazy" referrerpolicy="no-referrer-when-downgrade" class="lazyload" > 株式会社荒木製作所は、大阪府枚方市に本社工場を構え、1933年の創業から90年以上にわたりプラスチック成形技術を磨いてきた老舗メーカーです。真空成形と圧空成形の両方に対応し、シート加熱から成形、NCトリミング、検査、梱包までを自社一貫で実施。多品種少量生産でも短納期・高精度を両立する体制が整っています。 医療・電子機器分野で支持される精密加工技術 同社が高く評価されている分野のひとつが、医療機器・計測機器・電子機器用カバーなどの精密部品です。微細な寸法公差と美しい鏡面外観が求められる製品に対応できるのは、 材料物性(難燃・耐薬品・耐衝撃など)を踏まえた的確な素材選定 成形条件の細やかな管理 トリミング後の寸法精度を保証する測定体制 といった総合的な技術力があるからです。 最大の強み ― 少ロット・短納期への圧倒的な柔軟性 荒木製作所の生産管理は「一個流し」に近い思想を取り入れた方式で、段取り替えの高速化を実現。これにより、 数十個の試作 小ロットの初期量産 成長に合わせた量産移行 といったフェーズを段階的かつスムーズに切り替えることができます。 また、金型製作前に肉厚・抜き勾配・リブ配置などを3Dシミュレーションで検証する手法を確立。初期段階で不具合を潰し込み、材料ロスを防ぎながら、量産時の歩留まりも高い水準で維持します。 内製設計による最適形状の提案力 プロダクトデザインから構造設計まで内製化しており、開発段階から コストを抑える形状 成形しやすいデザイン 機能性を高める構造 などを提案できる点も顧客から厚く信頼されています。 最新設備による広範な加工対応 設備面では、1300×2000mmの大型圧空プレス機を中心に、次のような機器を導入しています。 深絞りでも白化やシワを抑制するプラグアシスト真空成形機 五軸NCトリミング機 薄物〜厚物シートの成形設備 これにより、熱可塑性樹脂の厚物成形だけでなく、薄物・複合材を用いたハイブリッド成形にも対応範囲を拡大しています。 豊富な材料実績と特性保証 ABS、PC、PVC、PET、PP、アクリルなどの汎用材料に加え、 難燃グレード 帯電防止グレード 医療グレード樹脂 など特殊素材の加工事例も多数。用途に応じた材料仕様の選定と性能保証が可能です。 長期的な供給を支えるアフターサービス 同社は、図面・3Dデータの保管、型メンテナンス、条件再現保証を行い、追加生産にもスムーズに対応できる体制を整えています。これにより、企業は安心して長期のプロダクト展開が可能となります。 全国対応の相談体制とスピーディな開発支援 オンライン会議での技術相談、短期サンプル発送にも対応。公式サイトでは設備紹介や事例を公開し、問い合わせは24時間受け付けています。タイトな開発スケジュールの企業でも、すぐに検討を始められる機動力が魅力です。 荒木製作所についてもっと詳しく知りたい方は、こちらも併せてご覧ください。 【少ロット対応】が魅力 株式会社荒木製作所 圧空成形の評判・口コミ検証 まとめ 樹脂加工の導入では、金属加工に比べると金型コストやリードタイムを大幅に削減できることが大きなメリットになります。しかし、成功事例を振り返ると、単に設備を導入するだけではなく、積極的な技術革新や顧客ニーズに寄り添った課題解決型のアプローチが重要であることがわかりました。また、多品種少量生産への対応や産学官連携を活用することで、初期コストを効果的に抑えつつ投資回収期間を短縮することが可能です。自社製品の競争力強化とコスト最適化を両立する手段として、真空成形や圧空成形などの樹脂加工技術を改めて検討してみてはいかがでしょうか。実績ある優良業者との連携が、導入成功を加速させる大きなカギとなるでしょう。 あわせて読みたい関連記事 【大型真空成形】がウリの第一プラスチック株式会社 一貫製造の実力は本当か評判・口コミで調査 【少ロット対応】が魅力 株式会社荒木製作所 圧空成形の評判・口コミ検証 【先進成形技術】を誇る株式会社依田工業所 精密加工の評判・口コミをチェック コラム 樹脂加工のコスト比較ガイド|知らないと損する見積もりの裏技 【総合版】樹脂加工の特徴を分かりやすく徹底解説!小ロットから量産までサポート 関連記事 圧空成形・真空成形の加工業者比較|最適な加工業者の見極め方 2026年2月23日 真空成形で発生するブリッジとは?ブリッジの原因から対策まで解説 2026年1月29日 真空成形と射出成形の違いを徹底解説|特徴・コスト・用途別の選び方 2026年1月27日 真空成形に使われる材料を解説|特徴と向いている用途まとめ 2026年1月25日 真空成形金型の価格はどれくらい?真空成形と射出成形の違いまで解説 2026年1月23日 樹脂加工の試作プロセス改善ポイント5選|スピードとコストを両立する方法 2025年7月14日 真空成形・圧空成形のコストダウンを叶える秘訣5選|すぐに実践できるテクニック 2025年7月14日 真空成形・圧空成形の活用で製造効率アップ!|具体的な時短テクニックやノウハウも交えて解説 2025年7月14日