引用元:第一プラスチック株式会社
真空成形は、プラスチックシートを加熱して金型に密着させることで形状を作る加工方法です。比較的シンプルな工程でありながら、条件設定や進め方によって品質やコストに差が出やすい特徴があります。
特に初めて依頼する場合、「どのような流れで進むのか」「試作や量産はどう違うのか」といった疑問を持つ方も多いのではないでしょうか。
本記事では、真空成形の基本的な流れに加え、相談から試作・量産までの進め方を分かりやすく解説します。
真空成形の基本的な流れ
真空成形は、加熱して柔らかくした樹脂シートを金型に密着させ、形状を転写する加工方法です。工程自体は比較的シンプルですが、加熱条件・真空圧・冷却条件のバランスによって仕上がり品質が大きく変わります。
1. シートのセット
まず、成形に使用する樹脂シートを装置に固定します。材料にはABSやPET、PVCなどが使用されることが多く、用途に応じて選定されます。シートの厚みや材質は後工程の成形性や仕上がりに直結するため、この段階での選定が重要になります。また、固定状態が不安定だと加熱時にたるみやズレが発生し、成形不良の原因になります。
■確認ポイント
・材質の特性(耐熱性・耐衝撃性・成形性)
・板厚(必要強度と成形性のバランス)
・シートサイズとクランプ範囲の適合
・固定方法(クランプ圧・均一性)
■よくある注意点
・固定が甘く、加熱時にシートが偏る
・材料選定ミスにより後工程で割れや変形が発生
・板厚が不適切で強度不足または成形不良になる
2. 加熱
ヒーターを使ってシートを均一に加熱し、柔らかく変形しやすい状態にします。加熱温度や時間が不足すると割れや伸び不足が発生し、逆に過加熱では垂れや厚みの偏りが大きくなります。材料ごとに適正な温度帯があるため、条件管理が重要です。
■確認ポイント
・加熱温度と時間の設定
・ヒーターの配置(上下・ゾーン制御)
・加熱ムラの有無
・シートのたるみ量の管理
■よくある注意点
・加熱ムラにより成形後の厚みが不均一になる
・過加熱でシートが垂れ、寸法精度が低下
・材料ごとの最適条件が設定されていない
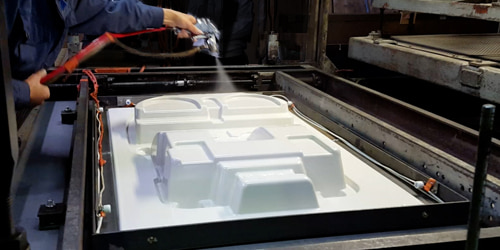
3. 成形(真空吸引)
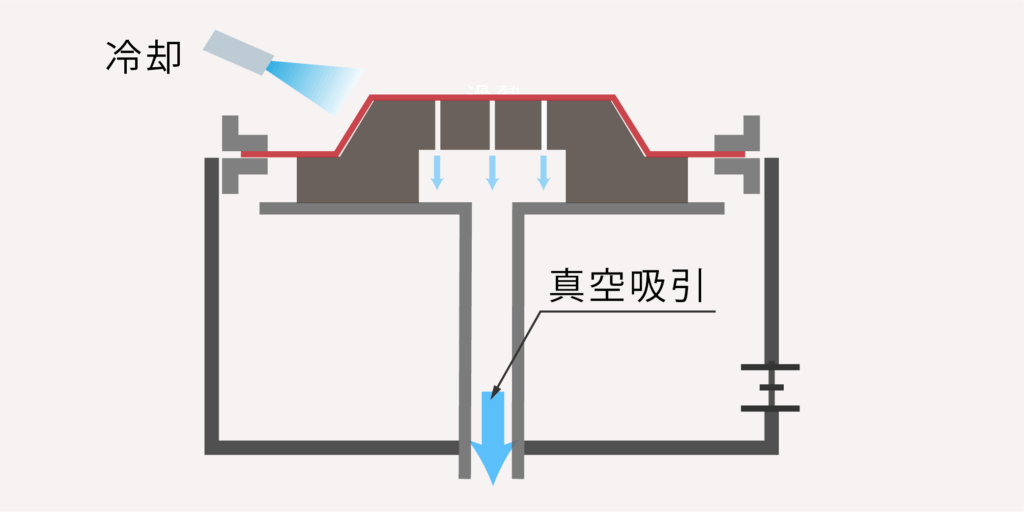
加熱したシートを金型の上に配置し、真空ポンプで空気を抜くことでシートを金型に密着させます。この工程では、真空圧や吸引タイミング、シートの伸び方が品質に大きく影響します。
■確認ポイント
・真空圧の強さと立ち上がり速度
・吸引タイミング(加熱直後かどうか)
・金型形状への追従性
・必要に応じた補助機構(プラグアシストなど)
■よくある注意点
・圧力不足で細部が再現されない
・急激な吸引で肉厚が偏る
・複雑形状でシワや引きつれが発生
4. 冷却
成形後はシートを冷却して形状を安定させます。冷却が不十分なまま取り外すと、反りや寸法変化が発生しやすくなります。冷却条件は外観や精度に大きく影響するため、適切な管理が必要です。
■確認ポイント
・冷却時間と温度管理
・冷却方法(自然冷却・強制冷却)
・取り外しタイミング
・収縮や変形の発生有無
■よくある注意点
・冷却不足による反りや歪み
・急冷による内部応力の発生
・製品ごとの適正冷却条件が未設定
5. トリミング(仕上げ)
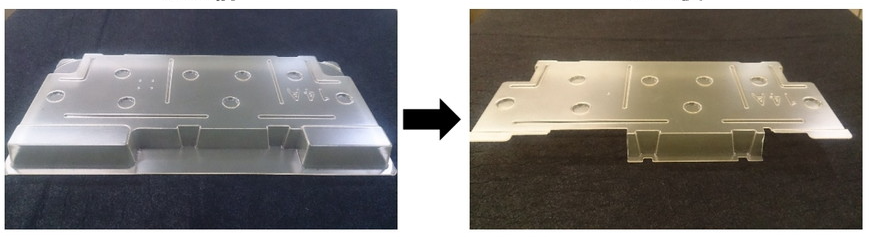
成形後の製品には不要なフランジ部分が残るため、これをカットして最終形状に仕上げます。この工程は外観品質や組付け精度に直結するため、加工方法の選定が重要です。
■確認ポイント
・トリミング精度(寸法公差)
・加工方法(手作業・NC加工など)
・追加加工の有無(穴あけ・切り欠き)
・バリや仕上がり状態
■よくある注意点
・トリミング精度不足で組付け不良が発生
・加工方法が不適切で外観不良が出る
・後工程との寸法整合が取れていない
単発(シート式)・連続(ロール式)の工程
単発(シート式)と連続(ロール式)の違いは、最終的な製品ではなく工程の進み方と制御方法にあります。同じ真空成形でも、「1工程ずつ区切るか」「連続で流すか」によって、作業内容や管理ポイントが大きく変わります。
単発の工程
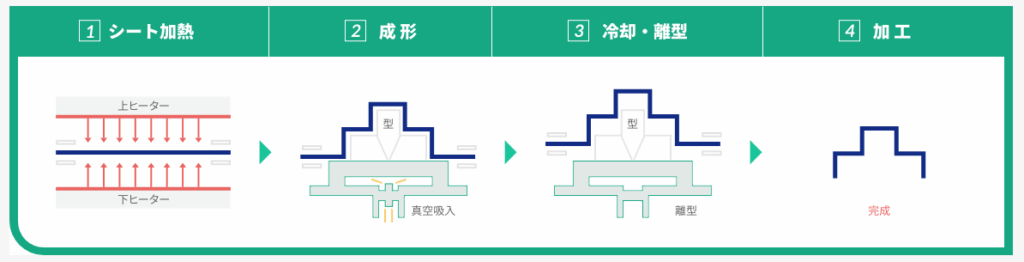
単発方式は、1枚ごとに工程を区切って進めるのが特徴です。各工程を個別に調整できるため、柔軟な対応が可能です。
■工程の流れ
・シートをセット
・加熱(停止状態で均一に加熱)
・成形(真空吸引)
・冷却(停止状態で形状固定)
・取り出し
・トリミング
■工程上の特徴
・各工程が「停止→処理→次工程」というバッチ処理
・工程ごとに条件調整がしやすい
・作業者による操作や確認が入りやすい
■工程面のポイント
・加熱時間を長めに取りやすく、厚板や難成形に対応しやすい
・1ショットごとに状態確認ができるため、品質調整がしやすい
・一方で、工程間に待ち時間が発生しやすい
連続の工程
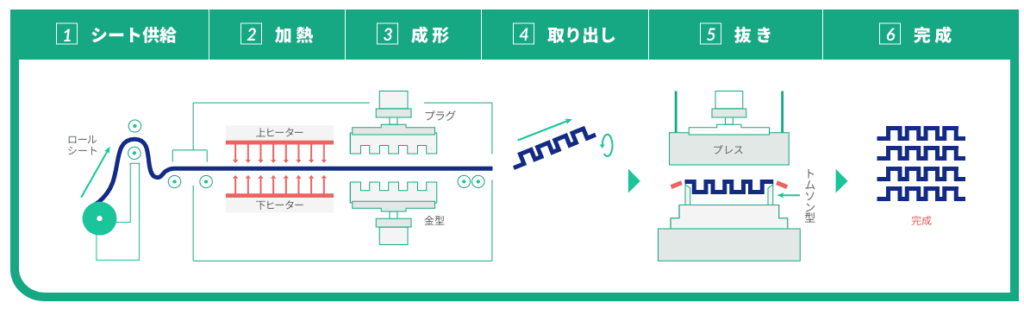
連続方式は、シートを止めずに流しながら工程を進めるのが特徴です。ラインとして一体化されており、自動化前提の構成になります。
■工程の流れ
・ロール材を連続供給
・加熱(移動しながら連続加熱)
・成形(連続的に真空吸引)
・冷却(搬送中に冷却)
・打ち抜き・トリミング(インライン処理)
■工程上の特徴
・「搬送しながら各工程を通過する」ライン処理
・各工程が同期して連動
・人手介入が少なく自動化されている
■工程面のポイント
・加熱・成形・冷却が連続しているため処理時間が短い
・タクトタイムで全工程が制約される
・一部工程だけの調整が難しく、全体最適が必要
相談から量産までの各工程

真空成形をはじめとした樹脂加工では、相談→試作→量産の流れで進むのが一般的です。各工程での準備や判断が、最終的な品質・コスト・納期に大きく影響するため、段階ごとのポイントを押さえて進めることが重要です。
相談・要件整理
最初の段階では、製品の用途や仕様を整理し、加工方法や条件の方向性を決めていきます。この工程は後続の試作・量産の精度に直結するため、できるだけ具体的な情報を共有することが重要です。初期段階での認識ズレは、後工程での設計変更や再試作につながりやすく、結果としてコストや納期に影響します。
また、用途だけでなく「どのように使われるか」「どのような負荷がかかるか」といった使用条件まで整理することで、より適切な材料や成形方法の提案を受けやすくなります。
■相談前準備
・製品の用途(何に使うか、使用環境、温度・湿度条件など)
・サイズや形状のイメージ(図面・3Dデータ・参考品など)
・材質の希望(未定の場合は用途ベースで整理)
・必要数量(試作・量産それぞれのロット)
・求める精度や外観レベル(公差・仕上がり基準)
・納期の目安(試作・量産のスケジュール)
これらを整理しておくことで、加工方法の提案精度が高まり、仕様検討から試作までの流れをスムーズに進めやすくなります。
試作

要件をもとに試作品を作成し、形状・寸法・強度・外観などを確認します。試作は単なる確認工程ではなく、量産を見据えた検証と調整を行う重要なフェーズです。ここでの検証が不十分だと、量産段階で不良や手直しが発生しやすくなります。
試作では、実際の使用環境や組付け条件を想定した評価が求められます。また、成形条件によるばらつきや再現性も確認することで、量産時の安定性を見極めることができます。
・形状の再現性や厚み分布の確認
・使用環境に対する耐久性や変形の確認
・組付けや使用時のフィット感の確認
・成形条件によるばらつきや再現性の確認
・必要に応じた設計や条件の見直し
この段階で課題を洗い出し、修正を重ねることで、量産時の品質トラブルやロスを抑えることにつながります。
量産

試作で確定した仕様をもとに、本格的な生産に移行します。量産では、品質を維持しながら安定的に供給できる体制を構築することが重要になります。単に同じものを作るだけでなく、「再現性」と「効率性」の両立が求められます。
また、量産では工程の標準化や管理体制の整備が重要となり、製品ごとのばらつきを抑える仕組みづくりが必要です。トラブル発生時の対応フローをあらかじめ整備しておくことで、安定した生産を維持しやすくなります。
・成形条件の標準化による品質安定
・生産スピードとコストの最適化
・検査体制の確立(外観・寸法・機能)
・トラブル発生時の対応フロー整備
・ロットごとのばらつき管理と継続的な改善
このように、相談から量産までの各工程はそれぞれ役割が異なり、前工程の精度が後工程の結果に大きく影響します。段階ごとに必要な情報と確認ポイントを押さえて進めることが、品質・コスト・納期のバランスが取れた製品化につながります。
依頼時に注意したいポイント
真空成形の依頼では、仕様の伝え方や条件整理が不十分だと、試作や量産での手戻りや品質トラブルにつながる可能性があります。特に、用途・材質・精度・数量の4点は初期段階で整理しておくことが重要です。ここでは、依頼時に見落としやすいポイントを具体的に整理します。
用途・使用環境を具体的に伝える
用途や使用環境が曖昧なまま依頼すると、適切な材料や成形条件の選定が難しくなります。例えば、屋外で使用するのか、薬品や熱にさらされるのかによって、求められる性能は大きく異なります。
・使用場所(屋内/屋外、温度・湿度条件)
・想定される負荷(衝撃・圧力・摩耗など)
・使用期間や耐久性の目安
これらを明確にすることで、材料選定や設計の方向性が適切に決まりやすくなります。
材質選定を任せきりにしない
材質はメーカーに提案してもらうことも可能ですが、用途や重視したい性能を共有しないと、想定と異なる結果になる可能性があります。
・強度・耐熱性・耐薬品性などの優先順位
・コストとのバランス
・過去に使用している材料の情報
完全に任せるのではなく、「何を重視するか」を伝えることが重要です。
精度・外観基準を明確にする
真空成形は構造上、厚みや寸法にばらつきが出やすい加工方法です。そのため、必要な精度や外観基準を事前に共有しておかないと、認識のズレが生じやすくなります。
・寸法公差や許容範囲
・外観基準(キズ・光沢・色ムラなど)
・どの部分が重要か(機能部・外観部など)
優先順位を含めて伝えることで、適切な加工方法やコストバランスの提案を受けやすくなります。
試作と量産の違いを理解する
試作と量産では、使用する金型や成形条件が異なる場合があります。そのため、試作で問題がなくても、量産時に条件が変わる可能性を考慮する必要があります。
・試作と量産での仕様差の有無
・量産時のコストや条件の変化
・量産前の最終確認ポイント
この点を理解しておくことで、量産移行時のトラブルを防ぎやすくなります。
数量・納期の前提を明確にする
数量や納期の情報が曖昧だと、最適な生産方法やスケジュールが組みにくくなります。特に量産では、生産計画や設備稼働に影響するため重要な要素です。
・試作数量と量産数量の見込み
・希望納期と優先順位(品質・コストとのバランス)
・リピートや継続生産の有無
これらを事前に整理することで、現実的な提案を受けやすくなります。
このように、依頼時は「できるだけ具体的に伝えること」が重要です。初期段階での情報整理が、その後の品質・コスト・納期に大きく影響するため、条件を明確にしたうえで相談することがスムーズな製品化につながります。
依頼時チェックリスト
問い合わせや打ち合わせ前に、以下の項目を整理しておくとスムーズに進めやすくなります。
| 項目 | チェック内容 |
| 用途 | 使用環境・目的(屋内/屋外、耐熱・耐薬品など) |
| サイズ・形状 | 図面・スケッチ・参考品の有無 |
| 材質 | 指定あり/なし(用途ベースで選定可) |
| 精度 | 寸法公差や要求レベル |
| 外観基準 | キズ・色・光沢などの基準 |
| 強度・性能 | 耐久性・荷重・使用条件 |
| 数量 | 試作ロット・量産ロット |
| 納期 | 試作・量産それぞれの希望納期 |
| コスト | 予算感・優先順位(品質/納期とのバランス) |
| 後工程 | 加工・組立・穴あけなどの有無 |
| 使用方法 | 組付け条件・使用時の取り扱い |
| 保管・輸送 | 梱包条件・保管環境など |
よくある質問
真空成形の依頼では、初めて検討する方や他工法から切り替える場合に疑問が出やすい傾向があります。ここでは、実務でよくある質問と判断のポイントを整理します。
小ロットでも対応できますか
対応可能なケースが多いですが、数量や形状によって最適な方法が変わります。簡易型を使った試作や小ロット対応もありますが、数量が増えるほど量産用金型の方がコスト効率は高くなる傾向があります。数量とコストのバランスを見て判断することが重要です。
どのくらいの精度が出せますか
真空成形は射出成形と比較すると、厚みや寸法にばらつきが出やすい特性があります。そのため、必要な精度や公差を事前に共有することが重要です。特に精度が必要な部分については、設計段階で工夫することで対応しやすくなります。
材質はどのように選べばよいですか
用途や使用環境によって適した材料が異なります。耐熱性、耐衝撃性、耐薬品性、コストなど、何を優先するかによって選定が変わるため、条件を整理して相談することが重要です。用途が明確であれば、適した材料の提案を受けやすくなります。
試作にはどのくらい時間がかかりますか
形状や仕様によりますが、一般的には数週間程度が目安となるケースが多く見られます。ただし、複雑な形状や条件調整が必要な場合は、さらに時間がかかることもあります。納期に余裕を持って進めることが重要です。
量産までの流れはどのようになりますか
基本的には「相談→試作→評価→量産」という流れで進みます。試作段階で仕様や条件を確定させることで、量産時のトラブルを防ぎやすくなります。試作の精度が量産の安定性に直結する点が重要です。
コストを抑える方法はありますか
形状の見直しや材料の選定、ロットの調整によってコストを抑えられる場合があります。例えば、無理な形状を避ける、必要以上の精度を求めないといった設計面の工夫も有効です。コストだけでなく、品質や納期とのバランスで検討することが重要です。
どの段階で相談すればよいですか
できるだけ早い段階で相談する方が、選択肢が広がりやすくなります。設計が固まる前に相談することで、加工性やコスト面を考慮した提案を受けやすくなります。
真空成形の依頼における注意喚起

真空成形は比較的シンプルな加工方法ですが、事前の条件整理や認識合わせが不十分なまま進めると、後工程で大きな手戻りが発生する可能性があります。ここでは、実務で見落とされやすい注意点を整理します。
仕様の曖昧さによる手戻りリスク
仕様が曖昧なまま進めると、試作段階で「イメージと違う」といった認識ズレが起こりやすくなります。特に真空成形では、外観や厚み分布、寸法精度にある程度のばらつきが出るため、評価基準が曖昧だと判断が分かれやすい傾向があります。
・完成イメージが図面だけで共有されていない
・重要寸法と許容範囲が明確でない
・外観基準(キズ・ツヤ・色など)の認識が統一されていない
・コスト・品質・納期の優先順位が不明確
こうした曖昧さは、試作のやり直しや仕様変更につながりやすく、結果としてコスト増や納期遅延の原因になります。特に外観品では「どこまで許容するか」を事前に具体化しておくことが重要です。初期段階で評価基準を明確にすることで、後工程の判断がスムーズになります。
材料・成形特性の理解不足
真空成形は、加熱したシートが引き伸ばされながら成形されるため、厚みや強度が均一にならない特性があります。この特性を理解せずに設計すると、想定外の品質低下や機能不良につながる可能性があります。
・深い形状では底部や角部の肉厚が薄くなる
・立ち上がり部分で寸法が出にくい
・材質によって伸びやすさや成形限界が異なる
・冷却時の収縮による変形や反りが発生する
これらは設備や条件だけで完全に解消できるものではなく、設計段階での配慮が必要になります。例えば、形状にRを持たせる、肉厚に余裕を持たせるといった工夫により、成形性と品質を両立しやすくなります。加工方法の特性を前提に設計する視点が重要です。
試作と量産の条件差によるトラブル
試作と量産では、使用する金型や設備条件が異なることがあり、その差が品質や寸法に影響する場合があります。
・試作では簡易型、量産では本型を使用するケース
・生産速度の違いによる成形条件の変化
・量産時の連続運転によるばらつきの発生
試作で問題がなかったとしても、量産で同じ結果になるとは限りません。特に量産では再現性が重要になるため、試作段階で「量産条件に近い環境」での検証を行うことが有効です。寸法安定性やばらつきの傾向を事前に把握しておくことが重要です。
価格だけで判断するリスク
初期費用だけで依頼先を選定すると、見えにくいコストやリスクを見落とす可能性があります。
・安価でも再試作や調整で結果的にコストが増加する
・品質ばらつきによる不良やロスが発生する
・サポート体制が不十分で対応に時間がかかる
・量産時の安定供給に課題が出る
真空成形では、試作対応力や条件調整のノウハウが品質に直結します。そのため、単純な価格比較ではなく、「安定して同じ品質を出せるか」「トラブル時に対応できるか」といった観点も含めて判断することが重要です。
コミュニケーション不足による認識ズレ
図面や仕様書があっても、細かなニュアンスが十分に伝わっていないケースは少なくありません。特に外観や使用感など、数値で表しにくい要素はズレが生じやすい部分です。
・外観の許容範囲が曖昧
・組付け条件や使用方法の共有不足
・重要箇所の優先順位が一致していない
・試作フィードバックが十分に反映されていない
こうしたズレは、試作段階での確認不足やコミュニケーション不足が原因となることが多く見られます。サンプルや写真を使った具体的な共有や、段階ごとのフィードバックが重要になります。
設計変更・後戻りコストの見落とし
試作後に大きな仕様変更が発生すると、金型修正や再試作が必要になり、コストと時間の両面で負担が増加します。
・形状変更による金型修正
・材質変更による再評価
・量産条件の再設定
これらの変更は工程が進むほど影響が大きくなるため、初期段階での検討と意思決定が重要になります。特に量産前の最終確認は、後戻りを防ぐ重要なポイントです。 このように、真空成形では「仕様の明確化」「特性理解」「工程ごとの確認」が重要な要素になります。初期段階での準備と認識合わせが、その後の品質・コスト・納期に大きく影響するため、段階ごとに丁寧に進めることが安定した製品化につながります。
あわせて読みたい関連記事

○あわせて読みたいコラム
真空成形の見積・費用相場|価格が変わるポイントと依頼前の確認事項
真空成形に使われる材料を解説|特徴と向いている用途まとめ
【製造担当者必見!】プラスチック成形で失敗しないコツ|品質・価格・実績を総合評価
○あわせて読みたい評判記事
第一プラスチックの評判・口コミは?真空成形の強みと注意点、向く依頼を整理
【2026年最新情報】株式会社荒木製作所の口コミ・評判は?圧空成形・小ロット対応に特化した老舗企業
【2026年最新情報】真空成形の加工業者比較8選|選び方とチェックポイントを解説
まとめ

今回は真空成形の流れと、相談から試作・量産までの進め方について解説しました。工程はシンプルですが、用途や条件の整理、試作での検証、量産時の安定化など、各段階で押さえるべきポイントがあります。特に初期の要件整理と試作段階での確認が、その後の品質やコストに大きく影響します。真空成形をスムーズに進めたい方は、本記事を参考にしてください。
流れが分かったら、次は見積条件や依頼先の違いを確認して具体的に比較すると進めやすいです。
○この記事を読んでいる人におすすめ
真空成形の依頼先の選び方|失敗しない比較軸とチェックリスト(メーカー/業者)
真空成形の申し込み完全ガイド|図面準備から納品までの流れを解説
樹脂加工の問い合わせ前に必見!スムーズな打ち合わせを実現する5つの準備








