
引用元:第一プラスチック株式会社
近年、工業製品から医療・物流分野に至るまで、真空成形による樹脂製品は多方面で活用されています。
成形におけるコスト削減や軽量化、高いデザイン性を追求できるため、その需要は今後も拡大が見込まれる状況です。
この記事では、真空成形技術の詳細を分かりやすく解説し、大型・複雑形状にも対応できる具体的な方法や最適な業者選定のポイントをご紹介します。
ただやみくもに成形技術を導入するだけでは、十分な品質向上やコストダウンに繋がらないケースもあるため、開発段階から正しい知識と戦略が求められます。
本記事を読んでいただくことで、最新動向を押さえつつ効率的かつ高品質な製品開発のヒントを得られるでしょう。
真空成形とは

真空成形とは、加熱して柔らかくしたプラスチックシートを型に密着させ、真空の力で吸引して成形する加工方法の一つです。
シートを型に押し当てる際に空気を抜くことで、複雑な形状でも比較的簡易な設備で成形できる点が特徴です。
主にトレーや容器、カバー部品などの製造に用いられ、食品包装や工業用途など幅広い分野で活用されています。
一言でまとめると、真空成形は「加熱したシートを真空で型に密着させて形を作る成形方法」です。
真空成形の工程
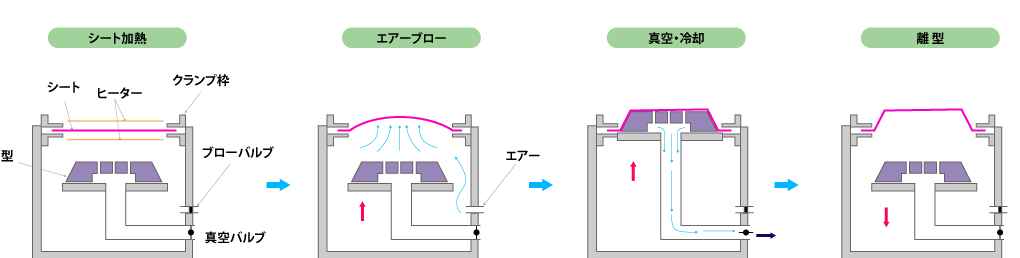
真空成形は、プラスチックシートを加熱して柔らかくし、型に密着させて形状を作る加工方法です。
工程は大きく「加熱→成形→冷却→トリミング」の流れで進みます。
加熱
まず、プラスチックシートをヒーターで加熱し、成形に適した柔らかさまで温度を上げます。
加熱が不十分だと成形不良につながるため、材料や厚みに応じた温度管理が重要です。
成形
加熱されたシートを型の上に配置し、内部の空気を抜いて真空状態にします。
これによりシートが型に密着し、形状が転写されます。
冷却
型に密着した状態で冷却し、形状を固定します。
冷却が不十分な場合は変形が生じるため、安定した品質を保つための重要な工程です。
トリミング
最後に、不要な部分をカットして製品形状に仕上げます。
この工程で寸法精度や外観品質が決まるため、仕上げ精度が求められます。
このように、各工程を適切に管理することで、安定した品質の製品を製造することが可能になります。
真空成形が向いている製品・用途

真空成形は、比較的シンプルな構造で成形できることから、大型製品や薄肉製品の製造に適した加工方法です。
特にコストを抑えながら一定形状を大量に生産したい用途で活用されています。
大型製品(カバー・筐体など)

大きなサイズの製品でも比較的低コストで製造しやすい点が特徴です。
・機械カバーや装置外装
・車両内装部品
・看板やディスプレイ部材
射出成形と比べて金型費用を抑えやすく、試作や中ロット生産にも適しています。
薄肉製品(軽量部品)

薄いシートを使用するため、軽量化が求められる製品に適しています。
・軽量カバーや保護部品
・包装用カバー
・簡易ケース
材料使用量を抑えながら成形できるため、コストと重量の両面でメリットがあります。
トレー・容器(食品・工業用途)

真空成形の代表的な用途がトレーや容器です。
・食品トレー、弁当容器
・部品搬送用トレー
・ブリスターパック
形状の自由度があり、製品に合わせた形状で成形しやすい点が特徴です。
試作・中ロット生産
金型構造が比較的簡易なため、短納期での製造に適しています。
・試作品の製作
・中ロット製品の生産
・多品種少量生産
このように、真空成形は「大型・薄肉・一定形状の製品」に適しており、コストと生産性のバランスを取りやすい加工方法といえます。
○あわせて読みたい
【製造担当者必見!】プラスチック成形で失敗しないコツ|品質・価格・実績を総合評価
メリット

真空成形は、比較的シンプルな設備と工程で成形できるため、コストや納期の面で多くのメリットがあります。
特に試作や中ロット生産、コストを抑えたい用途で有効な加工方法です。
型コストを抑えやすい
真空成形は、射出成形などと比べて金型構造が簡易です。
そのため、初期費用を抑えながら導入しやすい特徴があります。
主なメリットは以下の通りです。
・アルミ型や樹脂型など簡易型に対応
・製品形状に対する型製作の負担が小さい
・小ロットでもコスト回収しやすい
試作スピードが速い

型の製作期間が短いため、試作から量産までの立ち上げが早い点も特徴です。
製品開発のスピードを重視する場面で有効です。
・短納期で試作品の製作が可能
・設計変更への対応がしやすい
・開発サイクルの短縮につながる
大型製品でも対応しやすい
比較的大きなサイズの製品でも、設備対応がしやすい点がメリットです。
他の成形方法ではコストが高くなりやすい大型製品にも適しています。
・大判シートでの成形が可能
・設備負担を抑えた大型成形に対応
・外装カバーや筐体などに適用可能
軽量化と材料効率の向上
薄いシートを使用するため、製品の軽量化が図りやすい特徴があります。
材料使用量の最適化にもつながります。
・薄肉設計が可能
・材料ロスを抑えやすい
・輸送コストの低減に寄与
多品種・中ロットに対応しやすい
型の変更や調整が比較的容易なため、多品種生産にも対応しやすい点が強みです。
・製品ごとの切り替えがしやすい
・中ロット生産に適したコスト構造
・多品種展開にも柔軟に対応
このように、真空成形はコスト・スピード・柔軟性のバランスに優れており、用途に応じて効率的な製造が可能となります。
デメリットと設計の注意点

真空成形はコストやスピードに優れた加工方法ですが、構造上の制約もあり、設計時にはいくつかの注意点があります。
事前に特性を理解しておくことで、不良や手戻りを防ぎやすくなります。
肉厚ムラが発生しやすい
シートを引き伸ばして成形するため、部位によって厚みが変わりやすい特徴があります。
特に深絞り形状では、底部やコーナー部分が薄くなる傾向があります。
主な対策は以下の通りです。
・深さと形状のバランスを考慮する
・コーナーに適切なRを設ける
・過度な引き伸ばしを避ける設計にする
アンダーカット形状に制約がある
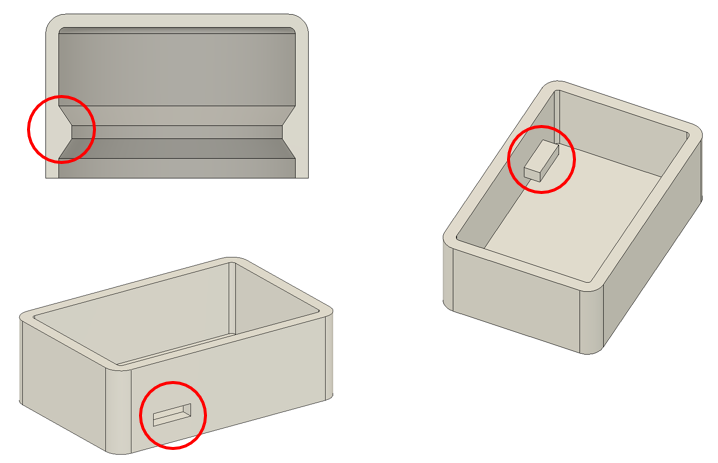
真空成形は型から製品を取り外す工程があるため、アンダーカット形状には制約があります。
無理な形状は離型不良や型破損の原因となります。
主な注意点は以下の通りです。
・抜き勾配を確保する
・複雑な形状は分割構造で検討する
・必要に応じて後加工を前提とする
寸法精度に限界がある
シートの伸びや冷却収縮の影響を受けるため、高精度な寸法管理には限界があります。
特に公差が厳しい部品には注意が必要です。
・精度が必要な箇所は後加工で対応
・重要寸法は設計段階で余裕を持たせる
表面品質や仕上がりに影響が出やすい
シートの状態や加熱条件によって、表面にムラやシワが発生することがあります。
・均一な加熱条件の設定
・材料選定の最適化
・成形条件の事前検証
設計段階での事前検討が重要
真空成形は設計自由度がある一方で、加工特性に合わせた設計が求められます。
不適切な設計は成形不良やコスト増加につながる可能性があります。
このように、真空成形はメリットと制約を理解したうえで設計することが重要です。
特性を踏まえた設計を行うことで、品質とコストのバランスを取りやすくなります。
圧空成形・射出成形との違い(比較表)

真空成形は、圧空成形や射出成形と比較されることが多い加工方法です。
それぞれ特徴や適した用途が異なるため、目的に応じた選定が重要です。
| 項目 | 真空成形 | 圧空成形 | 射出成形 |
| 成形方法 | 真空でシートを型に密着させる | 真空+圧縮空気で押し付ける | 溶融樹脂を金型に射出 |
| 型構造 | 比較的簡易 | 真空成形よりやや複雑 | 高精度で複雑 |
| 初期コスト | 低い | 中程度 | 高い |
| 成形精度 | 中程度 | 真空成形より高い | 高精度 |
| 表面再現性 | やや制約あり | 良好 | 非常に高い |
| 対応形状 | シンプル形状向き | やや複雑形状も対応 | 複雑形状に対応 |
| 肉厚分布 | ムラが出やすい | 比較的均一 | 均一に成形可能 |
| 生産量 | 試作〜中ロット | 中ロット | 大量生産向き |
| 製品例 | トレー、カバー | 外装パネル、意匠部品 | 精密部品、ケース |
真空成形はコストとスピードを重視したい場合に適しています。
圧空成形は外観品質や形状再現性を重視する用途に向いています。
射出成形は高精度かつ大量生産が求められる製品に適した加工方法です。
費用の考え方

ここに画像「費用の考え方」を挿入
真空成形の費用は、主に「型」「材料」「加工」「二次加工」の4つの要素で構成されます。
各要素の特徴を把握することで、全体コストの見通しを立てやすくなります。
型費用(初期コスト)
真空成形は比較的簡易な型で製作できるため、初期費用を抑えやすい特徴があります。
用途や生産量に応じて、型の種類を選定します。
主なポイントは以下の通りです。
・木型や樹脂型:低コスト・試作向け
・アルミ型:耐久性が高く量産向け
・型の精度や仕上げで費用が変動
ロット数や使用期間を踏まえて、適切な型仕様を選ぶことが重要です。
材料費(シートコスト)
使用するプラスチックシートの種類や厚みが材料費に影響します。
製品用途によって最適な材料選定が求められます。
主な要因は以下の通りです。
・材質(PET、PP、PVCなど)
・シート厚み
・食品用途や耐熱性などの仕様
材料選定によって性能とコストのバランスが変わるため、用途に応じた検討が必要です。
加工費(成形コスト)
成形工程にかかる費用は、生産数量や製品形状によって変動します。
加工条件や設備によって効率が左右されます。
主なポイントは以下の通りです。
・成形サイクルタイム
・製品サイズや形状の複雑さ
・生産ロット数
量産時は単価が下がりやすく、試作や少量生産では割高になる傾向があります。
二次加工費(仕上げ・追加工程)
成形後の仕上げ工程も費用に含まれます。
製品仕様によって必要な加工内容が異なります。
主な内容は以下の通りです。
・トリミング(外形カット)
・穴あけや切削加工
・印刷や貼り合わせ
二次加工の有無や工程数によって、最終コストが大きく変わるため注意が必要です。
このように、真空成形の費用は複数の要素で構成されます。
用途やロット、品質要求に応じて各要素を最適化することで、コストバランスの取れた製造が可能となります。
相場“だけ”で業者を選ぶ危険性
真空成形を外注する際、価格相場だけで業者を選定すると、結果的に総コストが高くなるケースがあります。
見積単価が低くても、品質や工程の違いによって後工程での負担が増える可能性があるためです。
品質差による手直しコストの増加
初期費用が安くても、成形精度や外観品質が安定しない場合、手直しや再製作が発生します。
・寸法ばらつきによる組付け不良
・外観不良による選別作業の増加
・再加工や再発注の発生
これにより、当初想定していたコストを上回るケースがあります。
歩留まりの悪化による材料ロス
成形条件や設計提案が不十分な場合、不良率が高くなり歩留まりが低下します。
・肉厚ムラによる破損や変形
・成形不良による廃棄増加
・材料ロスの増大
結果として、材料費や加工費が実質的に増加します。
二次加工・追加工程によるコスト増
成形後の仕上げ精度が不足している場合、追加の二次加工が必要になることがあります。
・トリミング精度不足による再加工
・穴あけや切削の追加対応
・手作業工程の増加
これにより、工程数が増え、トータルコストが上昇します。
設計ミスへの注意喚起
真空成形は比較的自由度の高い加工方法ですが、設計段階でのミスがそのまま品質やコストに影響しやすい特徴があります。
初期設計の不備は、試作のやり直しや追加加工につながるため注意が必要です。
よくある設計ミス
設計時に見落とされやすいポイントは以下の通りです。
・抜き勾配不足による離型不良
・深すぎる形状による肉厚ムラ
・シャープすぎる角部による成形不良
・アンダーカット形状による型抜き不可
・均一でない肉厚設計による強度不足
これらは成形不良や歩留まり低下の原因となります。
ミスが招く影響
設計ミスはコストと納期の両面に影響します。
・試作のやり直しによる納期遅延
・不良品増加による材料ロス
・追加の二次加工によるコスト増加
結果として、当初の見積を上回るケースも見られます。
事前に押さえるべきポイント
設計段階で以下を確認しておくことが重要です。
・適切な抜き勾配を確保する
・形状の深さと厚みのバランスを取る
・必要な強度を満たす構造にする
・加工方法に適した形状に調整する
このように、真空成形では「成形性を踏まえた設計」が重要となります。
初期段階での検討を丁寧に行うことで、品質とコストの安定につながります。
真空成形の費用は、型費・材料費・加工費・二次加工費など複数の要素で構成されており、単純な単価だけでは判断しにくい特徴があります。さらに、製品形状やロット数、求められる精度、使用する材料の種類によっても費用は大きく変動します。
見積の内訳を十分に理解しないまま比較すると、後工程で追加費用が発生し、結果的に総コストが高くなるケースも見られます。また、品質や歩留まりの違いによっても最終的なコストに差が生じます。
適切に判断するためには、費用の仕組みや相場の考え方を事前に把握しておくことが重要です。費用の内訳や相場、コストを抑えるポイントについては別記事で詳しく解説しています。導入前に全体像を整理したい場合は、費用解説記事を参考にしてください。
○あわせて読みたい
プラスチック成形の見積もり攻略ガイド|コストを抑えるための3ステップ
成形業者の選び方(チェックリスト)

| 項目 | チェック内容 |
| 基本条件 | 対応可能な材料(PET、PP、PVCなど)が適合している |
| 基本条件 | 希望サイズ・形状に対応できる設備がある |
| 基本条件 | 試作から量産まで一貫対応が可能 |
| 基本条件 | 類似製品や同業種での実績がある |
| 技術力・提案力 | 成形性を踏まえた設計提案ができる |
| 技術力・提案力 | 肉厚ムラや変形を考慮した改善提案がある |
| 技術力・提案力 | 試作やトライによる検証体制が整っている |
| 技術力・提案力 | 用途に応じた材料や構造の提案が可能 |
| 見積・コスト | 型費・材料費・加工費の内訳が明確 |
| 見積・コスト | ロットごとの単価が提示されている |
| 見積・コスト | 追加費用(設計変更・二次加工)が明示されている |
| 見積・コスト | コストと品質のバランスが取れている |
| 納期・対応力 | 試作対応のスピードが早い |
| 納期・対応力 | 量産時のリードタイムが明確 |
| 納期・対応力 | 短納期や仕様変更に柔軟に対応できる |
| 納期・対応力 | 問い合わせへのレスポンスが早い |
| 品質管理 | 検査基準や品質管理体制が整っている |
| 品質管理 | 寸法・外観検査の方法が明確 |
| 品質管理 | 不良発生時の対応フローがある |
| 品質管理 | 安定した量産実績がある |
| サポート体制 | 導入後のフォローや相談対応がある |
| サポート体制 | 型の保守・メンテナンスに対応している |
| サポート体制 | 継続的な改善提案が受けられる |
○あわせて読みたい
真空成形の依頼先(メーカー/業者)一覧|選び方と比較表で最適な会社が見つかる
図面がなくても進める手順
図面がない場合でも、形状イメージや現物をもとに真空成形は進めることが可能です。
初期段階から段階的に整理することで、スムーズに量産検討まで進められます。
要件ヒアリング・図面化
まずは用途や形状のイメージをもとにヒアリングを行い、仕様を整理します。
図面がない場合でも、スケッチや参考品があれば対応可能です。
・用途や必要機能の整理
・サイズ・形状のイメージ共有
・使用環境や数量条件の確認
その内容をもとに、図面や3Dデータを作成します。
・2D図面やスケッチからの3Dモデリング
・現物製品のスキャニングによるデータ化
・手作り品や自然形状の再現
一度データ化しておくことで、後からの形状変更や仕様調整にも対応しやすくなります。
簡易見積
図面やCADデータをもとに、概算の見積を算出します。
この段階でコスト感や仕様の妥当性を確認できます。
・型仕様(簡易型・量産型)の提案
・材料や板厚の選定
・概算単価と納期の提示
・二次加工の有無の整理
条件を明確にすることで、後工程でのズレを防ぎやすくなります。
試作
内容確定後、設計に基づいて試作型を製作し、真空成形機で試作品を成形します。
実物を確認しながら、量産に向けた最終調整を行います。
・形状や寸法の確認
・強度や使用感の評価
・必要に応じた設計修正
この工程を経ることで、品質とコストのバランスを取りながら量産移行がしやすくなります。
このように、図面がない場合でも「ヒアリング→図面化→見積→試作」の流れで進めることで、現実的な仕様へと具体化していくことが可能です。
真空成形・圧空成形のおすすめ会社2選

真空成形は金型コストが比較的低く、試作から量産までスピーディーに移行できる加工法です。
とはいえ、「どの会社へ依頼すれば納期・品質・コストのバランスが取れるのか」が悩みどころです。
特に、対応できる製品サイズや精度、試作スピード、量産体制は企業ごとに大きく異なります。さらに、設計提案の有無や内製工程の範囲によっても、最終的なコストや品質に差が生じるケースがあります。そのため、単純な価格比較だけでなく、技術力や対応力を含めた総合的な視点での比較が重要です。
そこで今回は、真空成形業者の中から「対応範囲・技術力・生産体制」を軸に比較し、総合的に評価できる2社をを選定しています。
第一プラスチック株式会社

引用元:第一プラスチック公式HP
| 会社名 | 第一プラスチック株式会社 |
| 所在地 | 〒581-0043 大阪府八尾市空港1-133 |
| 電話番号 | 072-949-6686 |
| 公式サイトURL | https://www.daiichiplastic.co.jp/ |

FAQ

真空成形に関して、導入前によくある疑問を整理します。
Q. 真空成形はどのような製品に適しているか
A. 薄肉で形状が比較的シンプルな製品に適しています。
食品トレーやカバー部品、搬送トレーなど、一定形状を効率よく成形したい用途で活用されています。
Q. 射出成形との違いは何か
A. 真空成形はシートを加熱して型に密着させる方法で、型構造が比較的簡易です。
そのため、初期コストを抑えやすく、試作や中ロット生産に向いています。
Q. 小ロットでも対応できるか
A. 対応可能なケースが多いとされています。
型コストが比較的低いため、試作や少量生産でも導入しやすい特徴があります。
Q. 寸法精度はどの程度か
A. シートの伸びや収縮の影響を受けるため、高精度用途には制約があります。
精度が必要な箇所は後加工で調整するケースが一般的です。
Q. どのくらいのサイズまで対応できるか
A. 設備や材料によりますが、大型製品にも対応しやすい点が特徴です。
機械カバーや外装部品など、比較的大きな成形品にも適用されています。
Q. 納期はどのくらいか
A. 型の製作期間が比較的短いため、他の成形方法と比べて短納期で対応しやすい傾向があります。
ただし、仕様や数量によって変動します。
Q. コストを抑えるポイントは何か
A. 型仕様の選定や材料選定、形状の簡素化が重要です。
過度に複雑な形状を避けることで、全体コストを抑えやすくなります。
このように、事前に疑問点を整理しておくことで、適切な加工方法の選定や業者との打ち合わせが進めやすくなります。
まとめ

真空成形は、コストや生産性に優れ、多様な形状やサイズの部品を短期間で成形できる技術です。
大型部品の加工対応や複雑形状の成形技法の進化により、2025年以降はさらに幅広い分野で活躍することが期待されています。
開発初期に設計や金型の検討をしっかり行い、成形に最適な条件を見極めることで、品質向上とコスト削減を同時に実現できる可能性があります。
一方で、新たな技術や設備を導入すればその分の投資リスクも伴うため、業者選定や試作段階の協議を入念に行うことが大切です。
真空成形技術の詳細を理解し、優良なパートナーと連携することで、今後ますます高まる市場ニーズに柔軟に応えながら、より高品質な製品を生み出せるでしょう。これからの製造業界において、真空成形は軽量化や短納期対応、大型・複雑形状への適応力といった魅力によって、さらに需要が高まる見込みです。
ただし、最新成形技術情報を取り入れていない業者や、品質管理が徹底されていない環境では、想定外の不具合やコスト増を招くリスクも否定できません。
それでも、適切な素材選定と設備導入、そして信頼できる協力企業との連携を行うことで、長期的には十分なリターンが得られるはずです。
デザイン・設計段階からのコミュニケーションを密に取り、目的に合った真空成形技術を使いこなすことで、製品の付加価値を高め、市場競争力を確立していきましょう。
要件が固まっていなくてもOK:真空成形の相談で“できる/できない”だけ確認する
あわせて読みたい関連記事








